
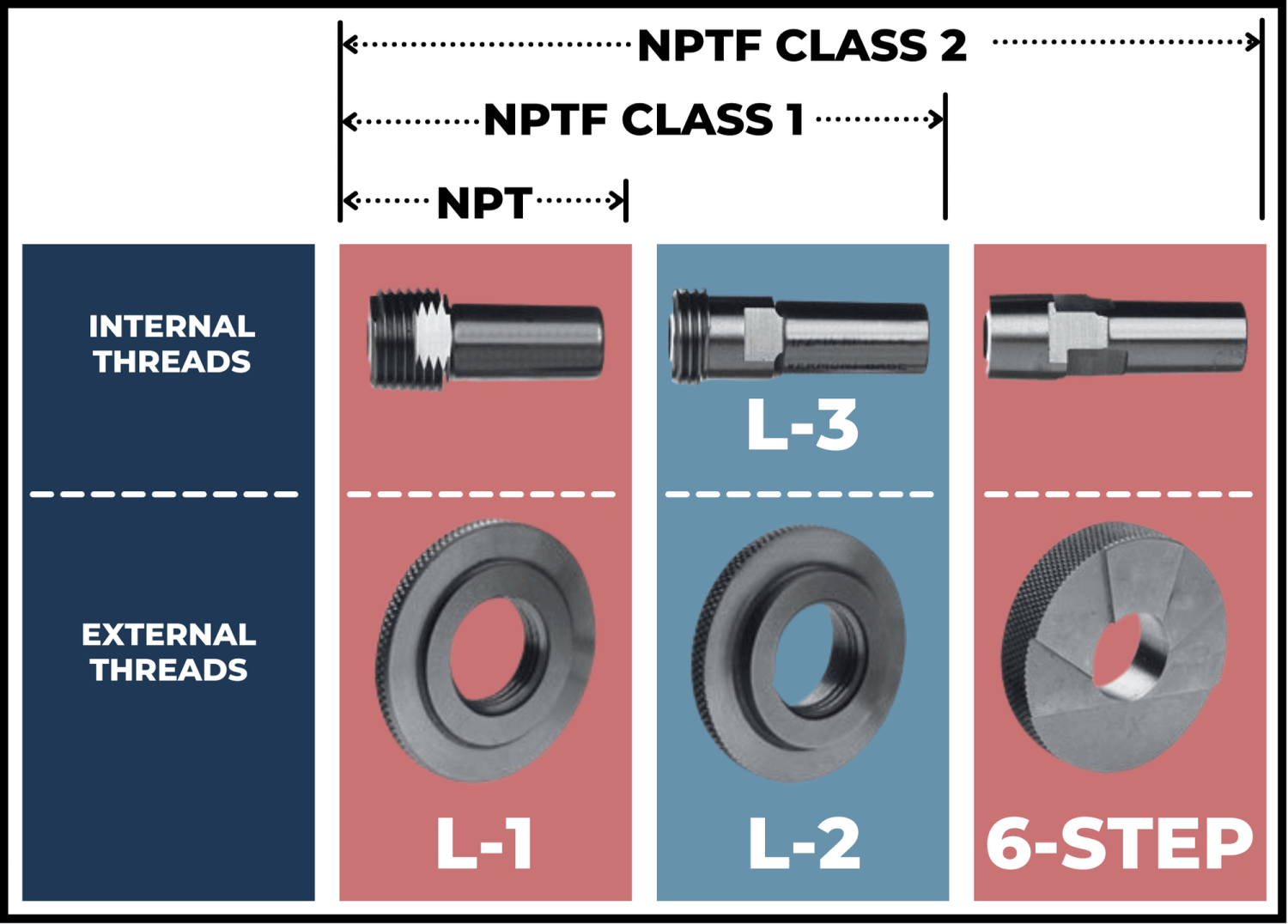
There are two kinds of American pipe thread, NPT and NPTF. Both of these are tapered threads, but when screwed together tightly, the NPT, and NPTF Class 1, leaves voids at the root and crest of the threads, which, to prevent spiral leakage, need to be filled with a sealing compound at assembly. The NPTF…Read More