
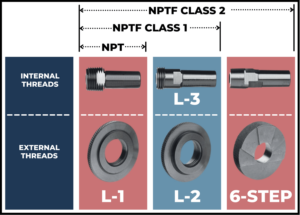
There are two kinds of American pipe thread, NPT and NPTF. Both of these are tapered threads, but when screwed together tightly, the NPT, and NPTF Class 1, leaves voids at the root and crest of the threads, which, to prevent spiral leakage, need to be filled with a sealing compound at assembly. The NPTF Class 2 (Dryseal) presumably leaves no voids, and consequently requires no sealer. NPTF threads come in two classes: Class 1 & Class 2.
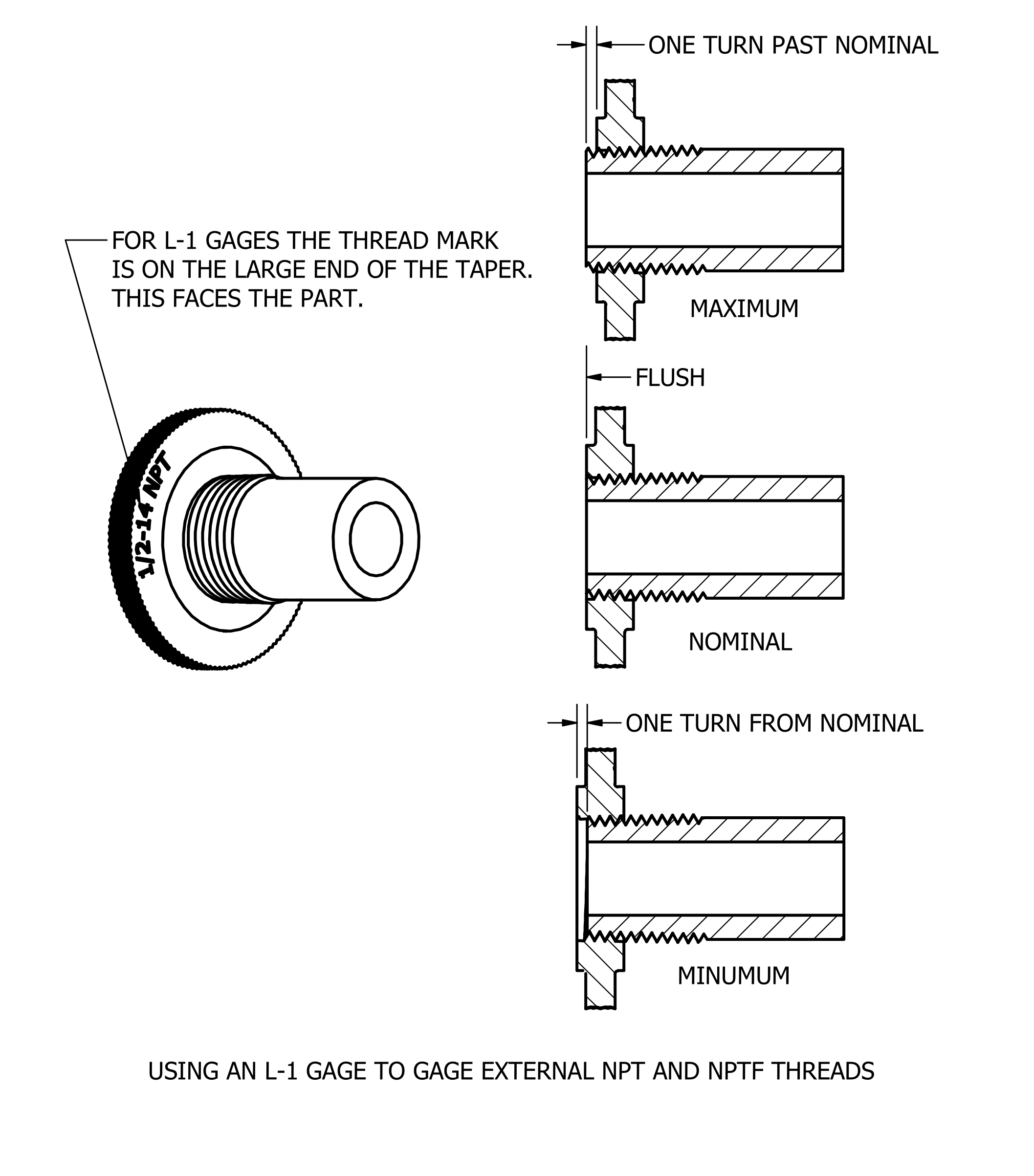
The depth of a pipe thread is usually referenced from the surface of the part where the pipe thread starts.
The first thread gage normally introduced to the pipe thread is the L-1 gage. This gage checks the depth of the top portion of the thread, the so-called hand-tightened portion. You can think of this as tapered threads that screw together only hand tight. The L-1 gage can be manufactured to your special specifications if necessary, which may vary from the normal specs for a variety of reasons, but the normal specs are that the L-1 gage should thread in to stop between two defined depth limits, with only hand torque applied. When the gage stops, an assigned pitch diameter should be within one turn, plus or minus, from the entry face. This is determined by observing the relationship of a step (a notch) ground into the side of the gage. If the step is flush with the part surface, it is at nominal depth.
This L-1 gage is the only gage used in production gaging of NPT threads. There are, however, other gages to check other aspects of the pipe thread for NPTF threads or if the specifications call for a more complete verification.
For both classes of NPTF threads, the next gage is the L-2 gage for external threads or the L-3 gage for internal threads. This gage will verify the bottom portion of the threads for thread depth, something the L-1 gage doesn’t do as well. The bottom portion of the threads is referred to as the wrench-tightened portion. The L-2 and L-3 gages look similar to their L-1 gage counterparts, but the diameters are smaller because they are designed to go deeper into the thread. It is threaded into a hole the same way as the L-1 gage, and again has the step ground into the gage. The normal way this gage is used is similar to the L-1 gage — that is to say, if the L-1 screws in to a depth that is minus one turn from the nominal condition, the L-2 or L-3 gage must also be minus one turn from nominal.
NPTF class 2 threads require the third gage in the series: the crest-and-root truncation gage, also known as the 6-Step Crest gage. This gage is not threaded, but is simply a tapered plain gage, with six steps ground into it. This gage is simply inserted into the hole, or over the external threads, without turning, as there are no threads. The six steps on the gage are again assigned relative to an assigned pitch diameter, and the observation is again with reference to the part face. The six steps are in three pairs, giving a high and low limit for each of the three conditions of the L-1 gage, nominal depth, plus one turn, and minus one turn. So again, the limits employed with the L-1 gage determine which set of limits is used to see if the thread is within specs.